Extrusion: 'Melt-Blown' Fiber: What You Need to Know to Enter the Face Mask Market
Coronavirus pandemic has made extrusion processors curious about entering the face-mask market. But melt-blown fiber is very different from most other extrusion processes and requires specialized equipment.
.jpg;width=70;height=70;mode=crop;format=webp)



The COVID-19 pandemic has resulted in a demand for billions and billions of face masks, and one of the best filtering materials for such masks is a labyrinth of tiny fibers made by the “melt-blown” process. The face-mask market is wide open right now, but extrusion processors must evaluate all of the unique aspects of polymer melting and pressurization baked into this process before jumping in. And because of the distinctive nature of the melt-blown process, they’ll most likely need to buy new machinery, as most existing extrusion equipment is unsuited for processing such low-viscosity polymers.
The microfiber made from the melt-blown process is sandwiched between two layers of more conventional waterproof fabric to make the masks. Although PP is now the most commonly used polymer used for such fibers, other high-flow polymers can also be used, depending on filtering requirements. Up to now, most melt-blown fiber manufacturing has been used to make industrial filters, particularly for the oil and chemical industries. The polymers deployed have to provide high melt flow so they can be easily stretched to make the tiny fibers; viscosities vary from 300-1500 g/10 min, somewhat like hot syrup.



Melt-blown fiber manufacturing requires high extruder discharge pressure to force the polymer through the tiny holes in the die tooling. The dies are similar to a sheet die, except that instead of a slit, the face has thousands of tiny holes spaced 0.010 to 0.015 in. apart. There can be as many as 1000 holes per foot of die width. The holes can be as small as 0.003 in. diam. with long L/Ds to provide stability. Even with the extremely low viscosity of the polymers used, the pressure drop through such tiny holes with long L/Ds can be several thousand psi.
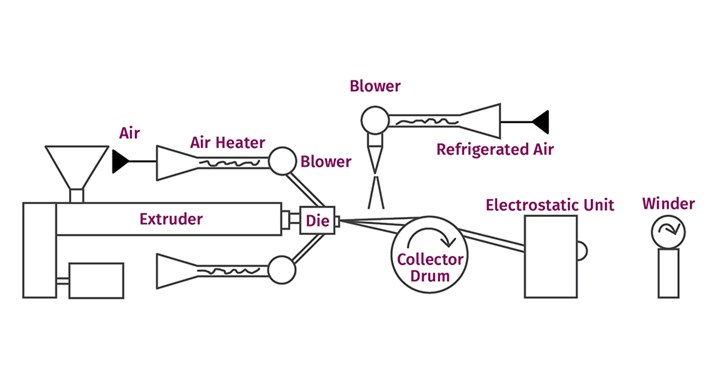
Once the polymer fibers leave the tiny die holes, they enter a supersonic hot-air stream that stretches the fibers and randomizes them before depositing them on a vacuum collector drum (see illustration). The hot-air stream can approach 1000 ft/sec, or greater than 680 miles/hr. The air is at or above the melt temperature, so it does not cool the melt during stretching. The stretching phase of the process occurs very quickly over a short distance, and the fibers end up being drawn down to a final thickness of 0.00001 to 0.000015 in. diam.
The stretched fibers are then cooled by refrigerated air, matted on the vacuum collector drum, and wound into rolls. The fibers at this point look a lot like cotton candy. Different thicknesses, orientations, and densities can be obtained by varying a host of process conditions. Many lines also give the fibers an electrostatic charge to improve their ability to retain trapped particles during use.
Smooth-bore extruders have difficulty developing the necessary discharge pressures at reasonable output rates.
What’s the best kind of extruder for this type of process? Because the processor requires use of extremely high-flow, low-viscosity polymers, smooth-bore extruders will have difficulty developing the necessary discharge pressures at reasonable output rates. There are two ways to improve that performance. European extruder manufacturers have used grooved barrels to develop high head pressures, while U.S. builders have tended toward longer L/Ds and, more recently, to adding melt pumps. There are advantages and disadvantages to each approach, which I covered in a column that appeared in the March 2015 issue.
I recently consulted for a company that was trying to expand rapidly into the manufacture of masks using melt-blown fiber technology. They were surprised at how little of their existing extrusion equipment could be used without significant modification. So, to reduce the cost of the lines and speed up the availability of equipment, this processor decided to start with some grooved-barrel extruders with special screws suitable for the high-flow polymers.
Special screw designs will be needed regardless of whether a processor uses a grooved-barrel extruder or a smooth-bore extruder with a melt pump to develop the necessary die pressure. Polymers with low melt viscosities still melt at the same temperatures and require the same amount of power to melt as materials extrusion processors are more accustomed to running. Extruder screws introduce most of their energy into the polymer to melt it through viscous dissipation or the shearing action of the rotating screw on the polymer. The amount of power introduced is proportional to the polymer viscosity and consistency for a given screw design.
In other words, to get sufficient output and shear to process low-viscosity polymers, extruder screws need very shallow channels and high rpm, a combination that is very atypical of most equipment in operation today.
About the Author: Jim Frankland is a mechanical engineer who has been involved in all types of extrusion processing for more than 40 years. He is now president of Frankland Plastics Consulting LLC. Contact jim.frankland@comcast.net or (724) 651-9196.




Related Content

Medical Tubing: Use Simulation to Troubleshoot, Optimize Processing & Dies
Extrusion simulations can be useful in anticipating issues and running “what-if” scenarios to size extruders and design dies for extrusion projects. It should be used at early stages of any project to avoid trial and error and remaking tooling.
Read More
PHA Compound Molded into “World’s First” Biodegradable Bottle Closures
Beyond Plastic and partners have created a certified biodegradable PHA compound that can be injection molded into 38-mm closures in a sub 6-second cycle from a multicavity hot runner tool.
Read More
US Merchants Makes its Mark in Injection Molding
In less than a decade in injection molding, US Merchants has acquired hundreds of machines spread across facilities in California, Texas, Virginia and Arizona, with even more growth coming.
Read More
Paperless ‘Smart Factory’ Based on Automated Production Monitoring
Tier 1 automotive molder’s home-built production-monitoring and ERP systems, designed for “the little guy,” boost its efficiency rating and profits.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More