Molding Straighter Medical Tubes: New Hot-Runner Technology Battles Core Shift
A curvature or bowing effect in thin-wall PET blood tubes had long been accepted as the norm for the high-volume application, despite its impact on cycle time and downstream post-molding operations.




The flow ratio (L/t) of blood tubes, which requires resin to travel a great distance relative to the tubes’ thin wall, makes the application inherently challenging. That difficulty is further exacerbated by the slender cores used to form the inside of the tubes, which are slight enough to be shifted by the melt upon injection.
To overcome this movement, molders often add hold time and hold pressure to the process to correct for any shift, lengthening the cycle. Despite these efforts, the tubes often maintain a bow, which might be imperceptible to the human eye but whose non-concentricity affects downstream operations, including labeling machines.



The seeming insurmountability of these hurdles led molders and their customers to accept a barrel bow or “banana” curve of 0.5 to 1.5 mm in the end product. Seeing a possibility to apply technology to improve the outcome, Mold-Masters set out to mold a better barrel and succeeded, cutting barrel bow to as little as 0.15 mm—a 70% to 90% reduction.
In addition to lightweighting the tube, reducing cycle time, and lowering scrap, the molding advance created tubes that rolled concentrically in the labeler, increased final-stage throughput and minimized machine downtime, according to Mold-Masters.
Symmetrical Fill
Thomas Bechtel, global sales director for packaging and medical at Mold-Masters, tells Plastics Technology that despite industry acceptance of bowing, his company perceived an opportunity for progress. “We saw a chance to help customers achieve better cycle times, so they’re not limited by core shift,” Bechtel noted, adding that in downstream processes, the parts are easier to process if they’re flat.
Bechtel says that all hot-runner valve-gate systems are affected by how and where the melt stream strikes the nozzle’s pin. Using the analogy of a tree and the sun for the pin and the melt, Bechtel describes how there will always be shade opposite the sun on one side of the tree. “This applies to the valve pin and melt,” Bechtel says; “there is always a ‘shadow’ on the opposite side of where melt entered.”
To overcome core shift or bending from the uneven distribution of melt, molders normally apply greater hold time and hold pressure to “push things back where they should be,” Bechtel explains. “Now they run a process that’s
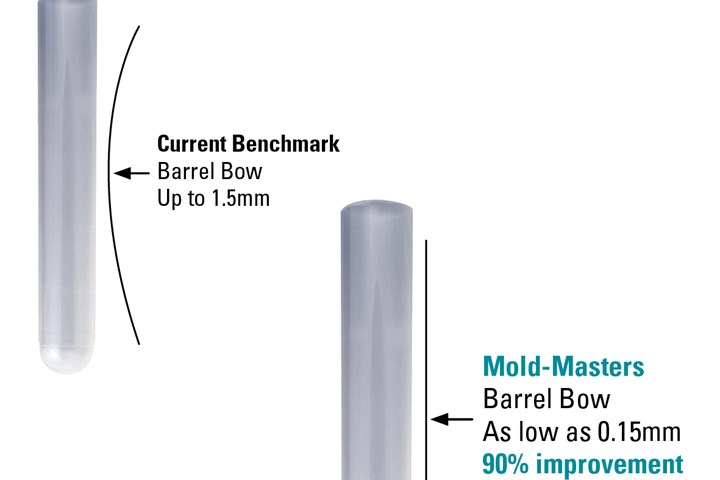
Mold-Masters saw improvement of as much as 90% in barrel bow for blood tubes utilizing its new technology.
optimized for cycle time, not hold time.”
Mold-Masters’ patent-pending solution is to feed gates from multiple sides of the part, creating multiple “valve-pin shadows” that equalize each other. Mold-Masters’ Richard Gane says this creates symmetrical cavity fill instead of the normal process where the melt follows the path of least resistance, causing core shift. In taking that path, Gane says, the bow is baked into the tube. As the core moves, the barrel wall can become thicker or thinner on one side, leading to disparate shrink rates in the final part, and, ultimately, distortion.
“By minimizing core shift,” Gane says, “we’re minimizing the barrel bow, the banana effect.” Gane says cycle-time savings vary by application, with some tubes produced in 96-cavity tools, but reductions of up to 2 sec are possible.

Related Content

Is There a More Accurate Means to Calculate Tonnage?
Molders have long used the projected area of the parts and runner to guesstimate how much tonnage is required to mold a part without flash, but there’s a more precise methodology.
Read More
What to Look for in High-Speed Automation for Pipette Production
Automation is a must-have for molders of pipettes. Make sure your supplier provides assurances of throughput and output, manpower utilization, floor space consumption and payback period.
Read More
Using Data to Pinpoint Cosmetic Defect Causes in Injection Molded Parts
Taking a step back and identifying the root cause of a cosmetic flaw can help molders focus on what corrective actions need to be taken.
Read More
Hot Runners: How to Maintain Heaters, Thermocouples, and Controls
I conclude this three-part examination of real-world problems and solutions involving hot runners by focusing on heaters, thermocouples, and controls. Part 3 of 3.
Read MoreRead Next

Valve Gate Hot Runner Integrates New Servo Motor
The compact direct-drive servo motor design minimizes stack height and simplifies mold design.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More