Injection Molding: Solve Two Problems at Once With Autonomous Optimization
Automated “virtual DOE” software can optimize mold design for one or more variables in injection molding.


Autonomous Optimization is a new capability of Sigmasoft Virtual Molding software for injection molding simulation (see Feb. ’18 Starting Up). It is a method of automatically performing multiple “virtual DOE” (Design of Experiments) trials in software at record speed and with minimal effort. It can help a molder or mold designer find the optimum design to achieve a specified goal such as minimum cycle time, minimum pressure, or minimum warpage—or even find the optimum combination of two such goals at the same time.
That was the case, for example, with an automotive part that required an unprofitably long cycle time to avoid unacceptable warpage. The molder sought a way to reduce both cycle time and warpage. Two options were available: improving the placement of cooling lines and introducing mold inserts of highly conductive alloys at specific locations in the mold. However, this tool modification would be expensive, and it was thus important to determine upfront the best possible configuration and to assess the economic benefit of the modification.



With Sigmasoft Autonomous Optimization, the two targets were pursued simultaneously—reducing cycle time and warpage while minimizing tooling cost. The cooling lines were modified through several iterations, and the material of specific inserts was changed.
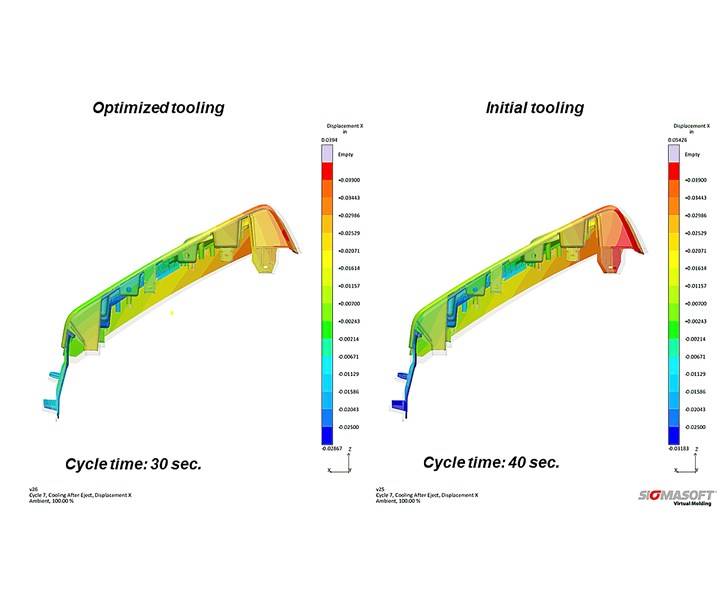
FIG 1 Sigmasoft Autonomous Optimization was able to reduce both cycle time and part deformation through virtual DOE.
The virtual DOE process took 176 design iterations, completed in about 50 hr—but only 3 hr were required for actual engineering labor and the rest was computer calculation time. Exploration of all possible conditions arrived at a cycle-time reduction from 40 to 30 sec (Fig. 1) while at the same time improving dimensional stability (Fig. 2). While the inserts were more expensive, the cycle-time savings were calculated to save $48,930 over 250,000 molded parts.
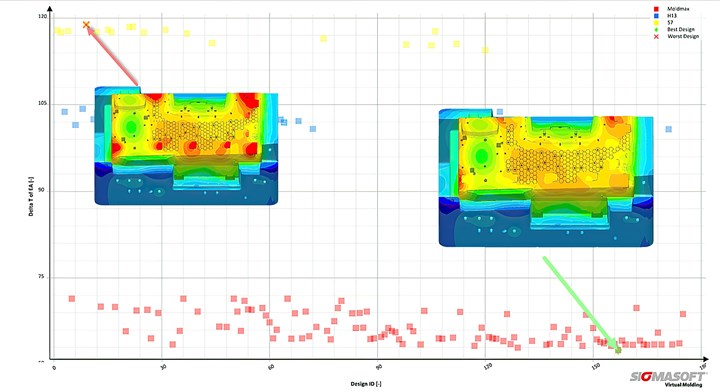
FIG 2 For the same part as above, virtual DOE identified the best (right) and worst (left) solutions for minimum thermal gradient throughout the part after filling, which minimized warpage. Yellow squares at top of chart represent DOE runs with S7 steel; blue squares (middle) H13 steel; red squares (bottom) with Moldmax heat-conductive inserts.
A second case solved only one problem—reducing clamp force to allow use of a smaller injection press. An auto interior part weighing 0.5 kg would have required 540 tons of clamp pressure, according to initial simulations. But the molder had available only machines of 500 or 700 tons, and wanted to make the larger machines available for another project.
Using Sigmasoft Autonomous Optimization, a virtual DOE was set up to reduce injection pressure using positions of the two gates as the variable. A total of 120 experiments were run to find the minimum injection pressure (Fig. 3). The best result reduced clamp force by 50 tons, allowing use of one of the smaller machines in the plant. With a cycle time of 40 sec and an order of 250,000 parts, the molder was able to save about $40,000 through the computer-generated change in gate position to allow use of a smaller press.
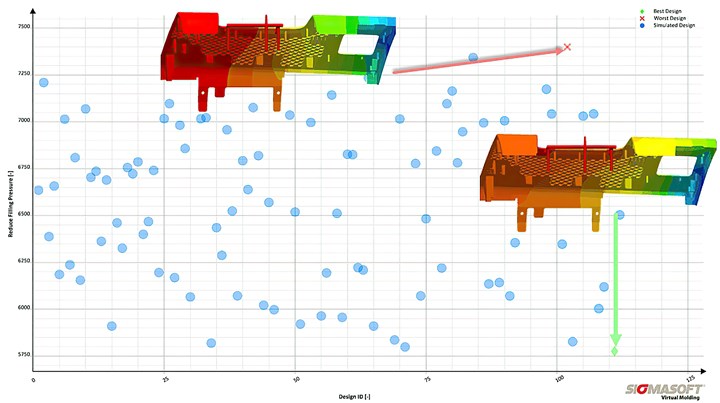
FIG 3 Virtual DOE of different positions of two gates identified the worst (red x at top right) and best (green dot at bottom right) solutions in terms of filling pressure.
Related Content

Hot Runners: How to Maintain Heaters, Thermocouples, and Controls
I conclude this three-part examination of real-world problems and solutions involving hot runners by focusing on heaters, thermocouples, and controls. Part 3 of 3.
Read More
Injection Molding: Focus on these Seven Areas to Set a Preventive Maintenance Schedule
Performing fundamental maintenance inspections frequently assures press longevity and process stability. Here’s a checklist to help you stay on top of seven key systems.
Read More
Understanding the Effect of Pressure Losses on Injection Molded Parts
The compressibility of plastics as a class of materials means the pressure punched into the machine control and the pressure the melt experiences at the end of fill within the mold will be very different. What does this difference mean for process consistency and part quality?
Read More
A Systematic Approach to Process Development
The path to a no-baby-sitting injection molding process is paved with data and can be found by following certain steps.
Read MoreRead Next

Automate Injection Molding Simulation With Autonomous Optimization
Simulation not only predicts how a mold will fill, but also provides guidance to make it fill better. The new technology of Autonomous Optimization automatically performs hundreds or thousands of simulations, testing multiple variables—gating, venting and cooling, for example—and learning which combinations help achieve objectives for injection pressure, cycle time, warpage, etc.
Read More
See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More